Навигация по сайту
Реклама

Архив новостей
Календарь
Перерезание и изгибание стальных труб
Опубликовано: 03.09.2018
Перед перерезанием труб их размечают, чтобы отрезать заготовки необходимой длины. Для точной разметки труб можно приготовить специальное приспособление: металлическую рейку (можно и деревянную) с упором на конце длиной до 3 м. Рейку размечают на сантиметры и миллиметры. Размечаемую трубу укладывают вдоль рейки, одним концом придвинув к упору, и по размерам отмечают требуемую длину заготовки. При^ручной перерезке труб пользуются слесарными ножовками или монтажными дисковыми пилами. При использовании дисковой пилы обязательно подбирают соответствующий пильный диск. Особое внимание при выборе обращают на тип маркировки, толщину пропила, глубину реза, диаметр посадочного отверстия и диаметр диска.
Как ломать руку без боли
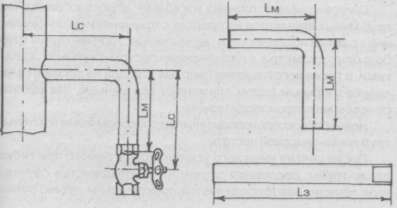
Рис. 54. Длины деталей трубопроводов
Прямые и изогнутые детали трубопроводов характеризуются строительной, монтажной и заготовительной длиной (рис. 54).
В монтажных чертежах указываются строительные длины 1_с трубных деталей, представляющие собой расстояние между центрами фасонных частей или арматуры, расположенных на концах трубных деталей. Монтажная длина представляет собой длину детали трубопровода без навернутых на нее фасонных частей или арматуры. Она меньше строительной на величину, равную расстоянию от оси фасонной части до торца трубы, называемой скидом.
Заготовительная длина 1_з — длина прямого участка трубы, необходимая для изготовления гнутой детали. Заготовительная длина прямой детали трубы равна монтажной длине.
Монтажные и заготовительные длины трубных деталей определяют на основе строительных длин в зависимости от величины скидов устанавливаемой арматуры и фасонных частей, а также диаметра неподвижных роликов трубогибочных станков.
Крутоизогнутые отводы под сварку изготавливают путем протяжки бесшовных труб в нагретом состояний на специальных станках, а также методом штамповки с вкладными торцевыми оправками.
Широко распространено изгибание водогазопроводных труб малых диаметров на прессах с применением специальных штампов и холодное гнутье на станках. Горячее гнутье труб большого диаметра, с наполнением песком, гнутье со складками, а также изготовление сварных отводов из сегментов на сварке с каждым годом применяют все меньше, так как эти способы малопроизводительны.
Новым высокопроизводительным способом является гнутье труб токами высокой частоты.
После снятия внешнего усилия, прилагаемого при гибке сталь-трубы, последняя пружинит. В большинстве случаев угол пружинения (определяется практическим путем) равен
Таблица 59. Дефекты, возникающие при изгибании труб, их причины и способы устранения
|
Дефект |
Причина возникновения |
Способ устранения |
|
На внутренней стороне гиба имеются складки |
Слишком малый радиус гиба |
Заменить гибочный ролик |
|
В месте гиба труба имеет недопустимо большую овальность |
Мал диаметр оправки ручья гибочного секгора.сильно разработан или не соответствует наружному диаметру трубы Мал радиус гиба Оправка отодвинута назад Большой износ ручья гибочного сектора |
Заменить оправку. Заменить гибочный сектор или наплавить канавку ролика и вновь ее обточить по требуемому диаметру Заменить гибочный ролик Установить правильно оправку Заменить ролик или наплавить канавку ролика и вновь ее обточить по требуемому диаметру |
3-5°. Поэтому при гнутье следует дополнительно перегибать трубы примерно на величину этого угла. При изгибании гладких труб с нормальной толщиной стенки на станках с внутренней оправкой (донором) трубы подают немного назад, а для тонкостенных — немного вперед. Признаком правильного положения оправки служит вибрация штанги при изгибании трубы.
Компенсаторы из труб диаметром до 200 мм и длине заготовки до 9000 мм рекомендуется гнуть из целой трубы. Компенсаторы при диаметре более 200 мм и длине заготовки более 9000 мм изготавливают из двух или трех частей. При этом сварные стыки располагают в местах наименьших напряжений. Наиболее напряженный участок П-образного компенсатора — середина прямой части верха, поэтому здесь не рекомендуется располагать сварной шов.
Расстояние от сварного шва до начала закругления составной части компенсатора, кроме случаев применения крутоизогнутых отводов, должно быть равно наружному диаметру трубы, но не менее 100 мм. Компенсаторы из труб диаметром до 200 мм гнут так же, как трубы в холодном состоянии, а при больших диаметрах — как трубы в горячем состоянии.